

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线国标螺旋管壁厚下叉多少
来源: 友诚管业
发布时间: 2020.11.16
国标螺旋管分为单面埋弧焊的和双面埋弧焊:单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径),国标螺旋管壁厚下叉0.5.例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者25厘米以上。 焊缝的*小厚度为0.05d。焊缝宽度*小为0.1d。才能达到焊接的要求。

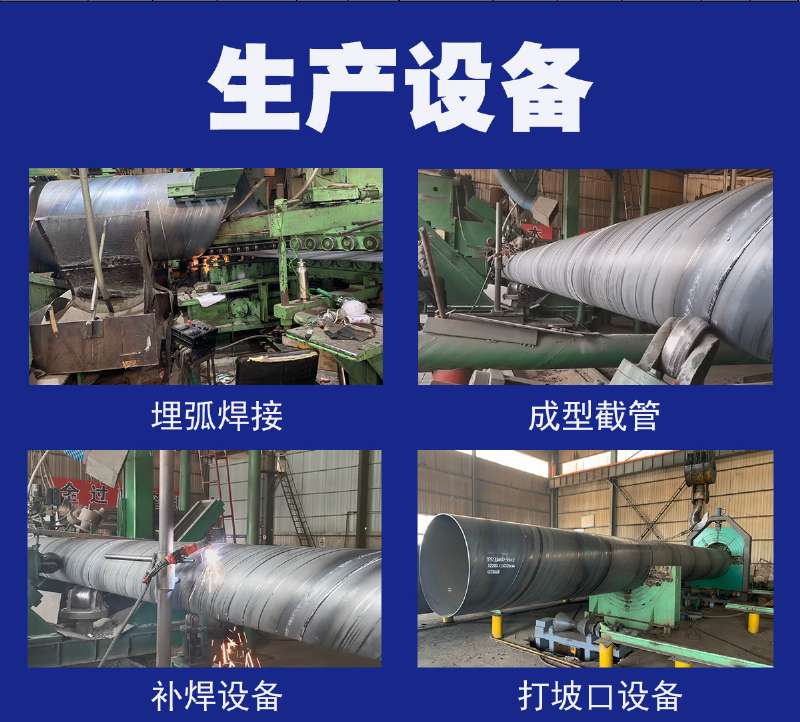
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度。简单介绍一下大口径螺旋钢管的制作工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送.采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。







上一条: 污水处理用螺旋管制造工艺
下一条: 碳钢螺旋焊管
