

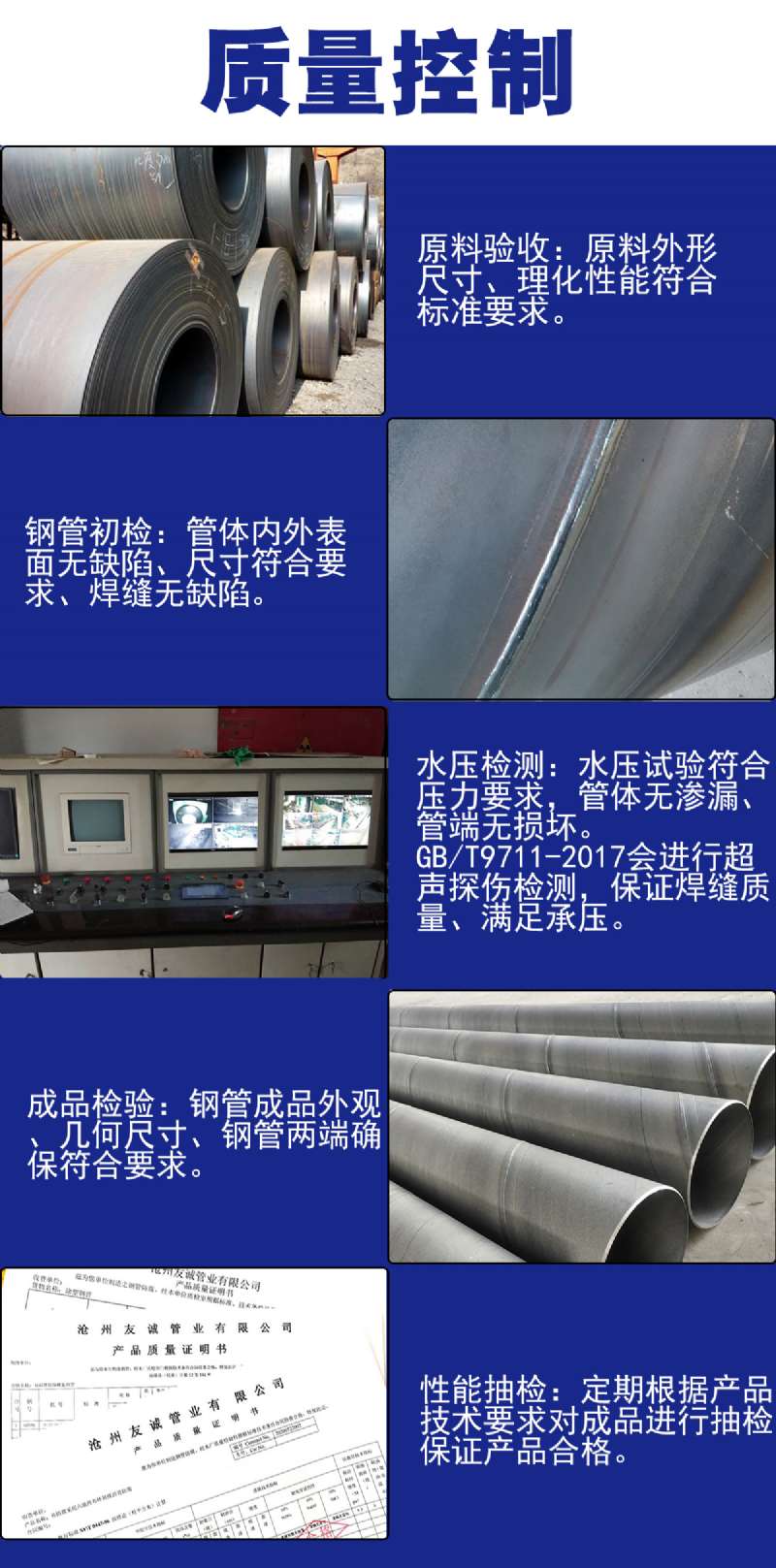
аТЮХЯъЧщ
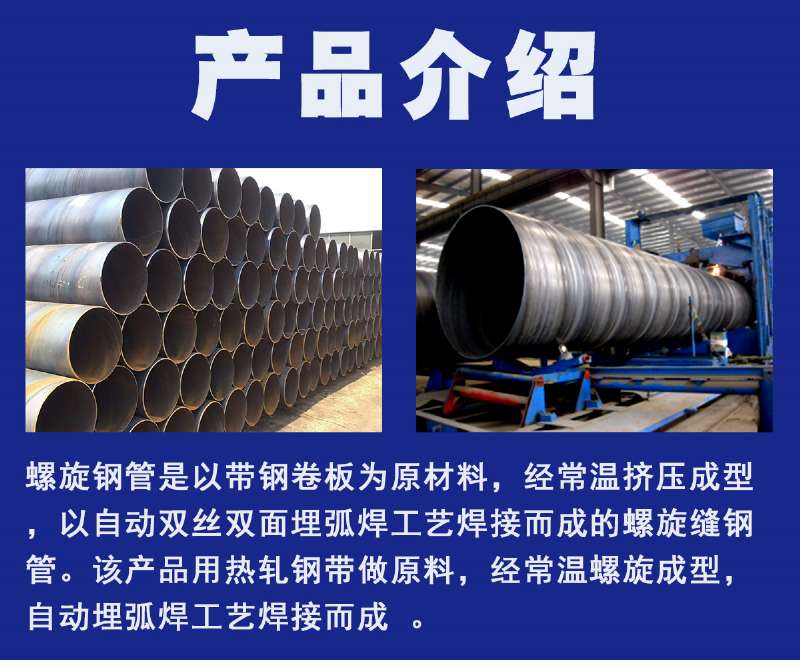
 гбГЯЙмвЕЃЌДђдьИжЙмаавЕжЊУћЦЗХЦ
гбГЯЙмвЕЃЌДђдьИжЙмаавЕжЊУћЦЗХЦ 

 ШЋЙњЗўЮёШШЯп
ШЋЙњЗўЮёШШЯпТна§КИНгИжЙм
Тна§ИжЙмЪЧвдДјИжОэАхЮЊдВФСЯЃЌОГЃЮТМЗбЙГЩаЭЃЌвдздЖЏЫЋЫПЫЋУцТёЛЁКИЙЄвеКИНгЖјГЩЕФТна§ЗьИжЙмЁЃТна§ИжЙмНЋДјИжЫЭШыКИЙмЛњзщЃЌОЖрЕРдўЙѕЙібЙЃЌДјИжж№НЅОэЦ№ЃЌаЮГЩгаПЊПкМфЯЖЕФдВаЮЙмХїЃЌЕїећМЗбЙЙѕЕФбЙЯТСПЃЌЪЙКИЗьМфЯЖПижЦдк1~3mmЃЌВЂЪЙКИПкСНЖЫЦыЦНЁЃ ЃЈ1ЃЉдВФСЯМДДјИжОэЃЌКИЫПЃЌКИМСЁЃдкЭЖШыЧАЖМвЊОЙ§бЯИёЕФРэЛЏМьбщЁЃ ЃЈ2ЃЉДјИжЭЗЮВЖдНгЃЌВЩгУЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌдкОэГЩИжЙмКѓВЩгУздЖЏТёЛЁКИВЙКИЁЃ ЃЈ3ЃЉГЩаЭЧАЃЌДјИжОЙ§НУЦНЁЂМєБпЁЂХйБпЃЌБэУцЧхРэЪфЫЭКЭгшЭфБпДІРэЁЃ ЃЈ4ЃЉВЩгУЕчНгЕубЙСІБэПижЦЪфЫЭЛњСНБпбЙЯТгЭИзЕФбЙСІЃЌШЗБЃСЫДјИжЕФЦНЮШЪфЫЭЁЃ ЃЈ5ЃЉВЩгУЭтПиЛђФкПиЙѕЪНГЩаЭЁЃ ЃЈ6ЃЉВЩгУКИЗьМфЯЖПижЦзАжУРДБЃжЄКИЗьМфЯЖТњзуКИНгвЊЧѓЃЌЙмОЖЃЌДэБпСПКЭКИЗьМфЯЖЖМЕУЕНбЯИёЕФПижЦЁЃ ЃЈ7ЃЉФкКИКЭЭтКИОљВЩгУУРЙњСжПЯЕчКИЛњНјааЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌДгЖјЛёЕУЮШЖЈЕФКИНгжЪСПЁЃ ЃЈ8ЃЉКИЭъЕФКИЗьОљОЙ§дкЯпСЌајГЌЩљВЈздЖЏЩЫвЧМьВщЃЌБЃжЄСЫ100%ЕФТна§КИЗьЕФЮоЫ№МьВтИВИЧТЪЁЃШєгаШБЯнЃЌздЖЏБЈОЏВЂХчЭПБъМЧЃЌЩњВњЙЄШЫвРДЫЫцЪБЕїећЙЄвеВЮЪ§ЃЌМАЪБЯћГ§ШБЯнЁЃ ЃЈ9ЃЉВЩгУПеЦјЕШРызгЧаИюЛњНЋИжЙмЧаГЩЕЅИљЁЃ ЃЈ10ЃЉЧаГЩЕЅИљИжЙмКѓЃЌУПХњИжЙмЖМвЊНјаабЯИёЕФЪзМьжЦЖШЃЌМьВщКИЗьЕФСІбЇадФмЃЌЛЏбЇГЩЗнЃЌШмКЯзДПіЃЌИжЙмБэУцжЪСПвдМАОЙ§ЮоЫ№ЬНЩЫМьбщЃЌШЗБЃжЦЙмЙЄвеКЯИёКѓЃЌВХФме§ЪНЭЖШыЩњВњЁЃ ЃЈ11ЃЉКИЗьЩЯгаСЌајЩљВЈЬНЩЫБъМЧЕФВПЮЛЃЌОЙ§ЪжЖЏГЌЩљВЈКЭXЩфЯпИДВщЃЌШчШЗгаШБЯнЃЌОЙ§аоВЙКѓЃЌдйДЮОЙ§ЮоЫ№МьбщЃЌжБЕНШЗШЯШБЯнвбОЯћГ§ЁЃ ЃЈ12ЃЉДјИжЖдКИКИЗьМАгыТна§КИЗьЯрНЛЕФЖЁаЭНгЭЗЕФЫљдкЙмЃЌШЋВПОЙ§XЩфЯпЕчЪгЛђХФЦЌМьВщЁЃ ЃЈ13ЃЉУПИљИжЙмОЙ§ОВЫЎбЙЪдбщЃЌбЙСІВЩгУОЖЯђУмЗтЁЃЪдбщбЙСІКЭЪБМфЖМгЩИжЙмЫЎбЙЮЂЛњМьВтзАжУбЯИёПижЦЁЃЪдбщВЮЪ§здЖЏДђгЁМЧТМЁЃ ЃЈ14ЃЉЙмЖЫЛњаЕМгЙЄЃЌЪЙЖЫУцДЙжБЖШЃЌЦТПкНЧКЭЖлБпЕУЕНзМШЗПижЦЁЃ КИЗьДІРэ 1.ШчМфЯЖЙ§ДѓЃЌдђдьГЩСкНќаЇгІМѕЩйЃЌЮаСїШШСПВЛзуЃЌКИЗьОЇМфНгКЯВЛСМЖјВњЩњЮДШлКЯЛђПЊСбЁЃ 2.ШчМфЯЖЙ§аЁдђдьГЩСкНќаЇгІдіДѓЃЌКИНгШШСПЙ§ДѓЃЌдьГЩКИЗьЩеЫ№;ЛђепКИЗьОМЗбЙЁЂЙібЙКѓаЮГЩЩюПгЃЌгАЯьКИЗьБэУцжЪСПЁЃ






ЩЯвЛЬѕЃК Q235BЙњБъТна§ИжЙмПтДцНЕЫйЦЋЕЭЃЌИжМле№ЕДзпШѕ
ЯТвЛЬѕЃК Тна§ОэЙм
