

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线涂塑复合钢管安装方法
来源: 原创
发布时间: 2020.08.18
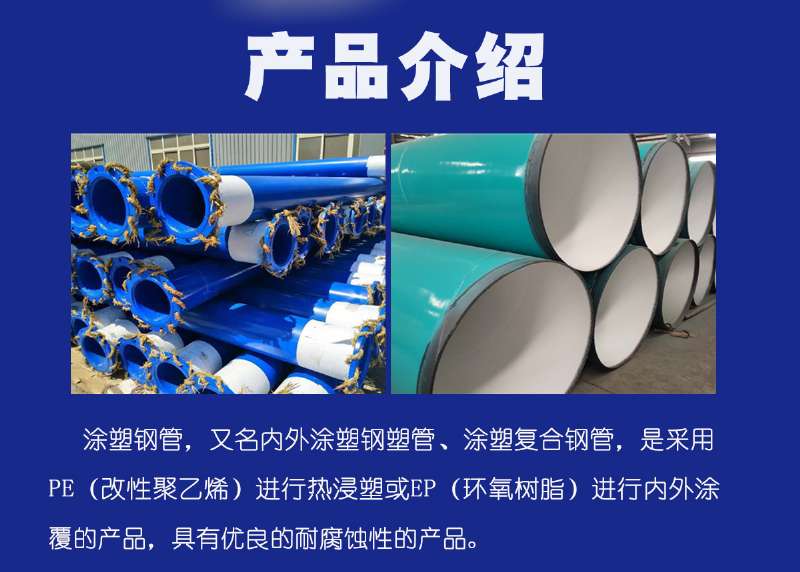
涂塑复合钢管
安装办法 (一) 普通规则 1、 管道装置前应具备下列条件 ①施工图纸及其他有关技术文件齐全,并已停止技术交底; ②对装置所需涂塑管材、配件等停止外观检查并核对产品合格证、规格型号、种类和数量; 2、 施工人员应理解涂塑钢管和有关衔接件的性能,控制根本操作技艺。 3、 涂塑钢管应选用下列施工机具: ①切割应采用金属锯切割; ②压槽应采用专用滚槽机; ③弯管应采用弯管机冷弯; ④套丝应采用电动套丝机停止管螺纹加工; ⑤涂塑钢管端口去毛刺和加工圆角应采用锉刀加工; ⑥涂敷高强度无溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。 (二) 沟槽衔接 1、 沟槽式管接头应契合CJ/T156-2001产品规范请求。 2、 用于装置的涂塑钢管必需契合CJ/T120-2008产品规范请求,沟槽应在涂塑前压制完成。 3、 沟槽式管接头的工作压力应与涂塑钢管管道工作压力相匹配。 4、 用于保送热水的沟槽式管接头应采用耐温型橡胶密封圈,应契合HG/T3097-1989规范规 定。 5、 对涂塑钢管,当采取现场加工沟槽并停止管道装置时,其施工应契合下列请求: ①应优先选用沟槽式废品涂塑钢管及衔接件; ②衔接管段的长度应是管段两端口间净长度减去6~8mm断截,每个衔接口之间应有3~4mm间隙; ③截管时截面应垂直于轴心,允许偏向为:管径不大于100mm时,偏向不大于1mm,管径大于125mm时,偏向不大于1.5mm; ④管端截面内、外壁尖角应处置世故; ⑤当用专用滚槽机压槽时,压槽涂塑钢管应坚持程度,涂塑钢管与滚轮立面呈90。 。压槽时应持续渐进,槽深和宽度应契合CJ/T156-2001规范规则请求; ⑥压槽后的涂塑钢管应将沟槽和端面清算洁净,除锈等级要到达Sa2.5级请求,并将与内、
安装办法 (一) 普通规则 1、 管道装置前应具备下列条件 ①施工图纸及其他有关技术文件齐全,并已停止技术交底; ②对装置所需涂塑管材、配件等停止外观检查并核对产品合格证、规格型号、种类和数量; 2、 施工人员应理解涂塑钢管和有关衔接件的性能,控制根本操作技艺。 3、 涂塑钢管应选用下列施工机具: ①切割应采用金属锯切割; ②压槽应采用专用滚槽机; ③弯管应采用弯管机冷弯; ④套丝应采用电动套丝机停止管螺纹加工; ⑤涂塑钢管端口去毛刺和加工圆角应采用锉刀加工; ⑥涂敷高强度无溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。 (二) 沟槽衔接 1、 沟槽式管接头应契合CJ/T156-2001产品规范请求。 2、 用于装置的涂塑钢管必需契合CJ/T120-2008产品规范请求,沟槽应在涂塑前压制完成。 3、 沟槽式管接头的工作压力应与涂塑钢管管道工作压力相匹配。 4、 用于保送热水的沟槽式管接头应采用耐温型橡胶密封圈,应契合HG/T3097-1989规范规 定。 5、 对涂塑钢管,当采取现场加工沟槽并停止管道装置时,其施工应契合下列请求: ①应优先选用沟槽式废品涂塑钢管及衔接件; ②衔接管段的长度应是管段两端口间净长度减去6~8mm断截,每个衔接口之间应有3~4mm间隙; ③截管时截面应垂直于轴心,允许偏向为:管径不大于100mm时,偏向不大于1mm,管径大于125mm时,偏向不大于1.5mm; ④管端截面内、外壁尖角应处置世故; ⑤当用专用滚槽机压槽时,压槽涂塑钢管应坚持程度,涂塑钢管与滚轮立面呈90。 。压槽时应持续渐进,槽深和宽度应契合CJ/T156-2001规范规则请求; ⑥压槽后的涂塑钢管应将沟槽和端面清算洁净,除锈等级要到达Sa2.5级请求,并将与内、





上一条: 污水处理用螺旋管
下一条: 涂塑复合钢管产品介绍
