

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线大口径螺旋钢管工艺详解
来源: 友诚管业
发布时间: 2020.11.07
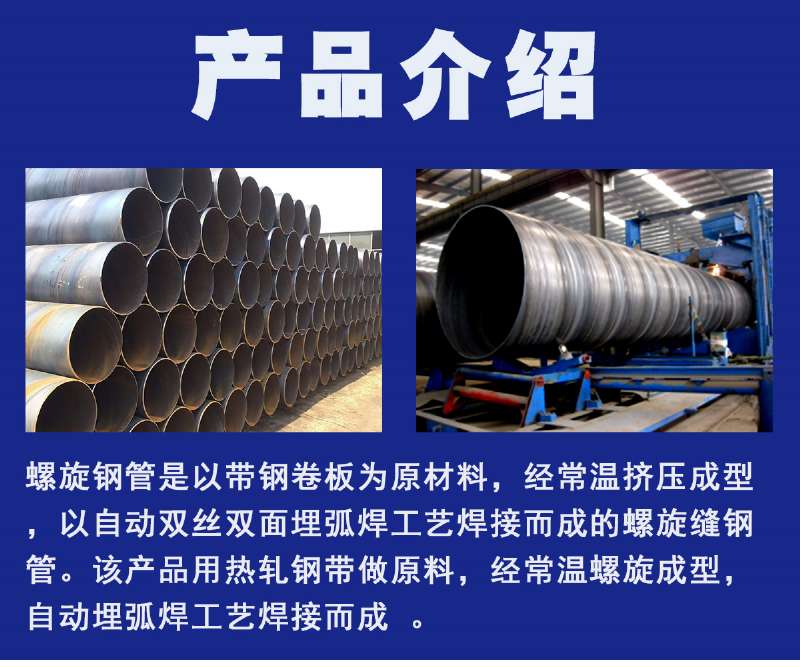
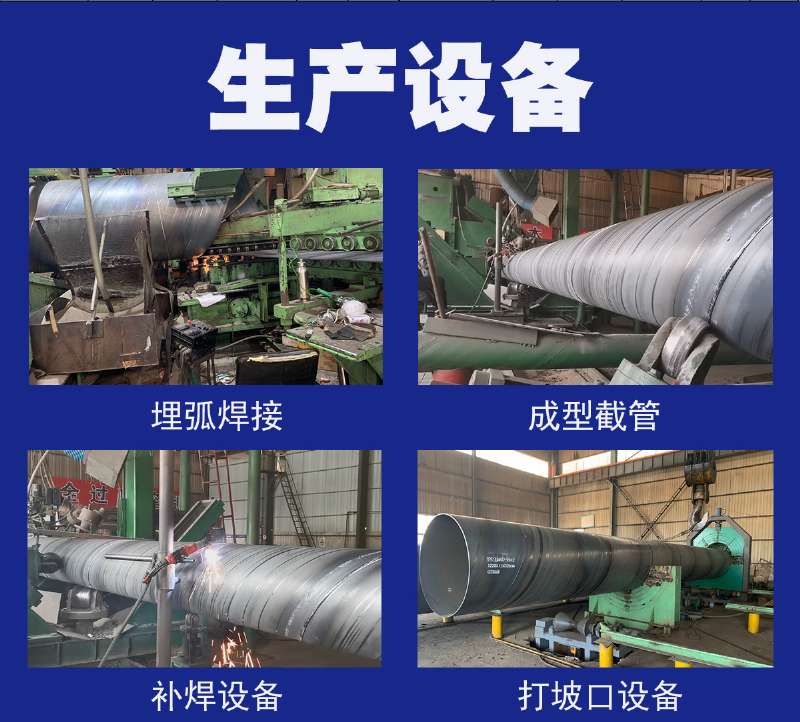
大口径螺旋钢管是以连续焊丝作为电极和填充金属,工作时在焊接区的上面掩盖一层颗粒状焊剂,电弧在焊剂层下熄灭,将焊丝端部和部分母材凝结,构成焊缝在电弧热的作用下,上局部焊剂凝结熔渣并与液态金属发作冶金反响。熔渣浮在金属熔池的外表,一方面能够保 护焊缝金属,避免空气的污染,并与凝结金属产生物理化学反响,改善焊缝金属的万分及性能;另一方面还能够 使焊缝金属迟缓泠却。 埋弧焊能够采用较大的焊接电流,大的优点是焊缝质量好,焊接速度高。因而,它特别适于焊接大口径的螺旋钢管。而且多数采用自动化焊接,目前已普遍用于碳钢、低合金构造钢和不锈钢的焊接。 高频焊同频焊是它是一种固相电阻焊办法,高频焊依据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流经过与工 件机械接触而传入工件。感应高频焊时,高频电流经过工件外部感应圈的耦协作用而在工件内产生感应电流。 高频焊是专业化较强的焊接办法,要依据产品装备专用设备。消费率高,焊接速度可达30m/min。以固体电阻热为能源,焊接时应用高频电流在工件内产生的电阻热使工件焊接区表层加热到凝结或接近 的塑性状态,随即施加(或不施加)顶锻力而完成金属的分离。




上一条: 防腐螺旋钢管的防腐方法有哪些
下一条: 螺旋钢管厂家去产能价格稳中上升
