

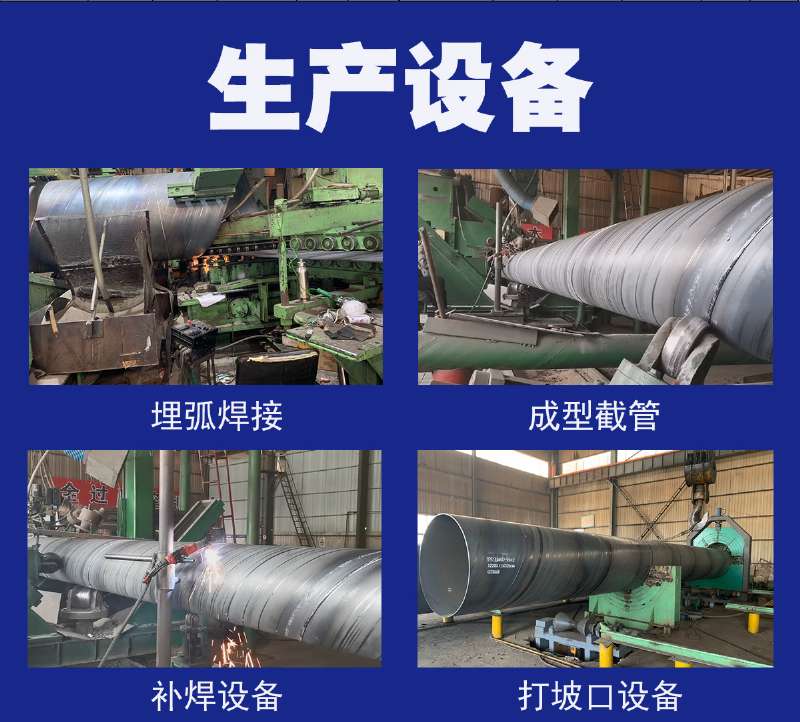
аТЮХЯъЧщ
 гбГЯЙмвЕЃЌДђдьИжЙмаавЕжЊУћЦЗХЦ
гбГЯЙмвЕЃЌДђдьИжЙмаавЕжЊУћЦЗХЦ 

 ШЋЙњЗўЮёШШЯп
ШЋЙњЗўЮёШШЯпДѓПкОЖТна§ИжЙм

ДѓПкОЖТна§ИжЙмЪЧвдДјИжОэАхЮЊдВФСЯ,ОГЃЮТМЗбЙГЩаЭ,вдздЖЏЫЋЫПЫЋУцТёЛЁКИЙЄвеКИНгЖјГЩЕФТна§ЗьИжЙм.ЃЈ1ЃЉдВФСЯМДДјИжОэЃЌКИЫПЃЌКИМСЁЃдкЭЖШыЧАЖМвЊОЙ§бЯИёЕФРэЛЏМьбщЁЃЃЈ2ЃЉДјИжЭЗЮВЖдНгЃЌВЩгУЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌдкОэГЩИжЙмКѓВЩгУздЖЏТёЛЁКИВЙКИЁЃЃЈ3ЃЉГЩаЭЧАЃЌДјИжОЙ§НУЦНЁЂМєБпЁЂХйБпЃЌБэУцЧхРэЪфЫЭКЭгшЭфБпДІРэЁЃЃЈ4ЃЉВЩгУЕчНгЕубЙСІБэПижЦЪфЫЭЛњСНБпбЙЯТгЭИзЕФбЙСІЃЌШЗБЃСЫДјИжЕФЦНЮШЪфЫЭЁЃЃЈ5ЃЉВЩгУЭтПиЛђФкПиЙѕЪНГЩаЭЁЃУПХњИжЙмЭЗШ§ИљвЊНјаабЯИёЕФЪзМьжЦЖШЃЌМьВщКИЗьЕФСІбЇадФмЃЌЛЏбЇГЩЗнЃЌШмКЯзДПіЃЌИжЙмБэУцжЪСПвдМАОЙ§ЮоЫ№ЬНЩЫМьбщЃЌШЗБЃжЦЙмЙЄвеКЯИёКѓЃЌВХФме§ЪНЭЖШыЩњВњЁЃЃЈ6ЃЉВЩгУКИЗьМфЯЖПижЦзАжУРДБЃжЄКИЗьМфЯЖТњзуКИНгвЊЧѓЃЌЙмОЖЃЌДэБпСПКЭКИЗьМфЯЖЖМЕНбЯИёЕФПижЦЁЃЃЈ7ЃЉФкКИКЭЭтКИОљВЩгУУРЙњСжПЯЕчКИЛњНјааЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌДгЖјЛёЕУЮШЖЈЕФКИНгЙцЗЖЁЃ






ЩЯвЛЬѕЃК Тна§КИНгИжЙм
ЯТвЛЬѕЃК КёБкТна§ИжЙм
