新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线大口径螺旋焊管
来源: 友诚管业
发布时间: 2020.10.29
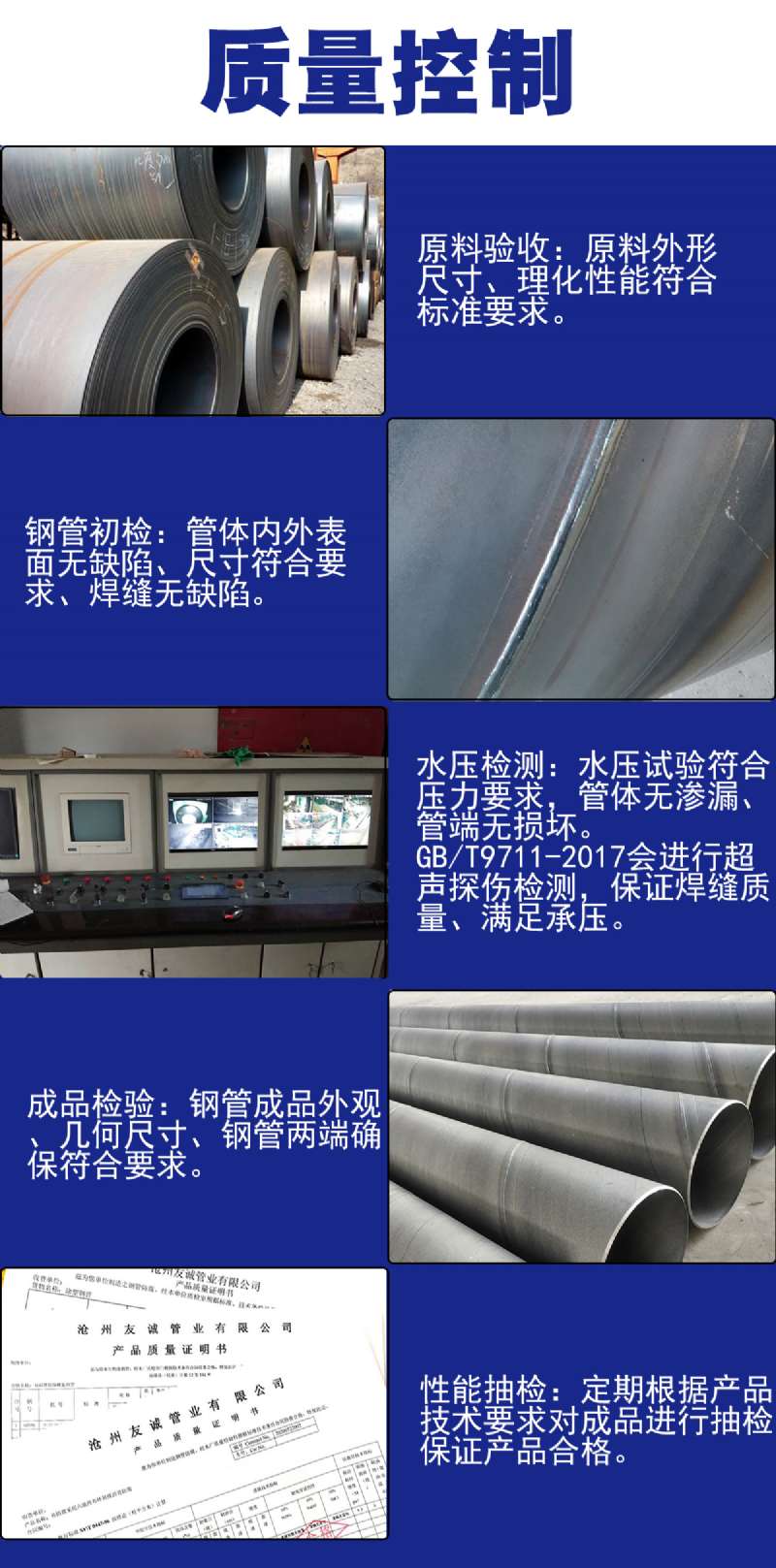
大口径螺旋焊管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂都在一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。

大口径螺旋焊管气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。大口径螺旋焊管焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。埋弧焊螺旋钢管是以连续焊丝作为电极和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保 护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以 使焊缝金属缓慢泠却。 埋弧焊可以采用较大的焊接电流,*的优点是焊缝质量好,焊接速度高。