

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线国标螺旋钢管和部标螺旋钢管哪个最常用
来源: 友诚管业
发布时间: 2020.08.11
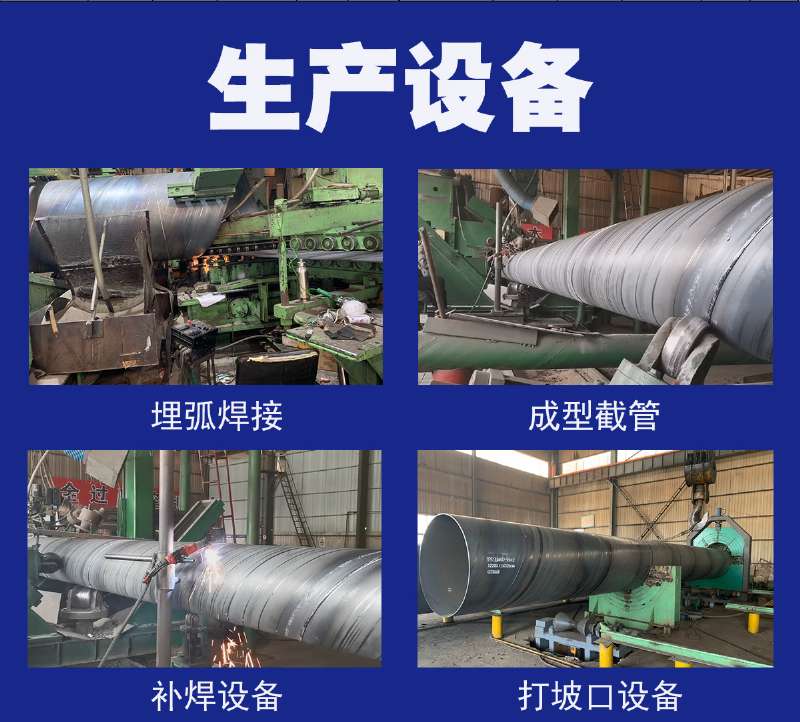
国标螺旋钢管生产工艺流程详解
1、成型前工作原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理,预弯与定径是螺旋焊管成型过程中的主要工序。预弯的主要目的是解决管坯的弹复问题,因为弹复的大小直接影响钢管的内在质量;定径的主要目的是为了得到更加精确的管坯直径,因为直径控制是钢管的主要质量指标之一。预弯与定径之间需要有一个合适搭配才能得到理想的钢管管坯。
2、成型过程
采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,主机是以中心定位,因此应经常检查调整立辊(特别是在对头前后),确保带钢递送边缘严格按工艺所指定的路线运行,并通过设计的啮合点 。采用外控或内控辊式成型,检查钢管的周长、椭圆度、直度等是否符合标准要求,如不符合要求,则要继续进行调整,直到达到要求为止。
1、成型前工作原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理,预弯与定径是螺旋焊管成型过程中的主要工序。预弯的主要目的是解决管坯的弹复问题,因为弹复的大小直接影响钢管的内在质量;定径的主要目的是为了得到更加精确的管坯直径,因为直径控制是钢管的主要质量指标之一。预弯与定径之间需要有一个合适搭配才能得到理想的钢管管坯。
2、成型过程
采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,主机是以中心定位,因此应经常检查调整立辊(特别是在对头前后),确保带钢递送边缘严格按工艺所指定的路线运行,并通过设计的啮合点 。采用外控或内控辊式成型,检查钢管的周长、椭圆度、直度等是否符合标准要求,如不符合要求,则要继续进行调整,直到达到要求为止。






上一条: 重庆螺旋管价格小幅调整,幅度有限
下一条: 厚壁螺旋钢管厂家
